

以下是:那曲市嘉黎县采购钢带增强螺旋波纹管必看-厂家直销的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 颜色 黑 口径 300 材质 HDPE 生产地 河北雄安新区 发货地 全国各地 生产周期 2天 长度 6-12 单位 米 范围 钢带增强螺旋波纹管必看-供应范围覆盖西藏、那曲市、嘉黎县、比如县、聂荣县、安多县、申扎县、索县、班戈县、巴青县、尼玛县等区域。 【腾达】为客户提供多样化产品,包括尼玛pe给水管厂家供应、比如pe给水管用心细节等,适配多元场景需求。采购钢带增强螺旋波纹管必看-厂家直销_腾达塑胶制品(那曲市嘉黎县分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:李经理,昝岗镇工业区。 西藏自治区,那曲市,嘉黎县 气候上东部比较特殊:印度洋的暖湿气流沿易贡藏布河谷溯江而上,直抵嘉黎县境内的念青唐古拉山脉南麓,输送了大量宝贵的水分,东部比较接近波密县的景色。
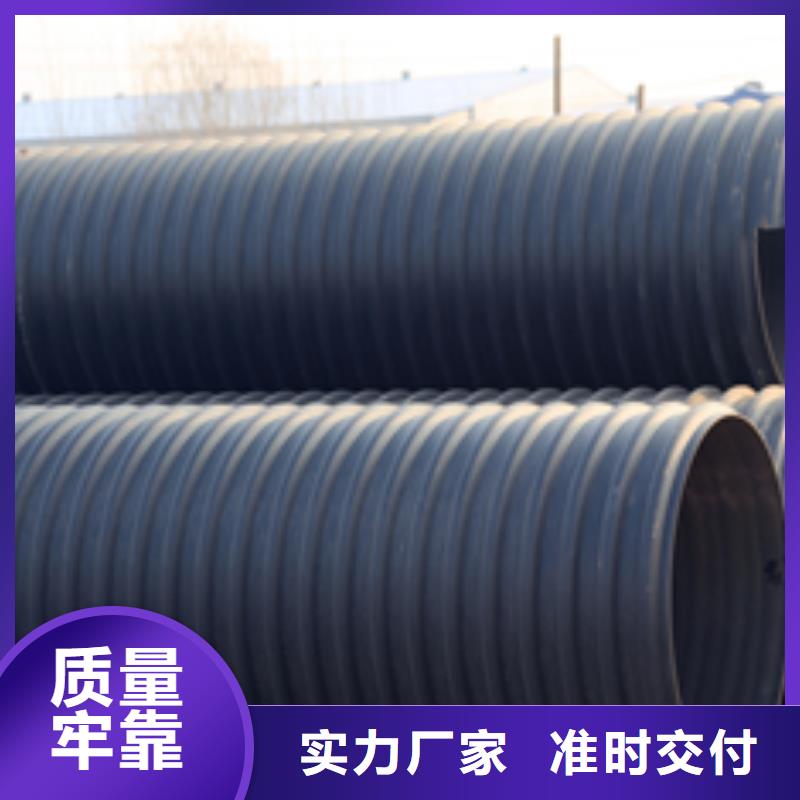
我们为您准备了采购钢带增强螺旋波纹管必看-厂家直销产品的全新视频介绍,视频中的每一帧,都是产品的真实写照以下是:那曲嘉黎采购钢带增强螺旋波纹管必看-厂家直销的图文介绍那曲嘉黎腾达塑胶制品有限公司在 pe给水管生产上始终坚持将科技创新及市场实际需求放在首位。吸取国内外先进技术,致力 pe给水管技术攻关,公司引进了先进的 pe给水管自动化生产线,使公司产品可以满足各用户的要求。 公司拥有技术的科技人员,专业的设备制作人员,工程安装施工人员,我公司运用现代化的高科技手段,不断创新,不断发展,致力于 pe给水管新技术的研发和生产。
双平壁钢塑复合缠绕管的优点有哪些1.产品环刚度高,经测试和施工工程现场使用,环刚度大于8KN,高可达16KN,是一般塑料管无法比的;2.管材耐腐蚀性好,的钢塑管,其钢带和PE板带进行粘接,由于PE的系数是钢的10倍,在冷缩过程中PE塑料容易被拉裂,使钢塑管丧失抗腐蚀能力。
而双平钢塑复合缠绕管其钢带被PE板带封装在管壁中间,相对“自由”,很好地解决了钢塑管容易开裂的难题,管道寿命可达50年以上。3.不渗漏、结构先进,板带与板带之间采取先进的熔接方式,接缝均匀牢固;4.管道壁厚均匀一致,性能一致。
由于管壁厚度均匀一致(非波纹状),不存在薄弱环节,因此,管壁性能均匀一致;5.安装方便,安装方式多样性。除了热收缩套连接方式外,也可采取电热熔连接、承插连接,不锈钢卡箍连接等,安装方便,安装速度快,而且成本低;6.运输费用低。
运输可以采用套管,大管套小管,可以套装多个口径,有效降低运输成本;7.抗地层沉降。由于管壁结构设计先进,工艺设计合理,从而使双平壁钢塑复合缠绕管有刚柔兼备的性能。双平壁钢塑复合排水管与HDPE塑钢缠绕管的内肋增强螺旋波纹管连接方法$();。
内肋增强螺旋波纹管连接方法内肋增强螺旋波纹管常用的连接方法为电热熔带焊接,接口形式为承插电热熔接口。①.电热熔带焊接结构电热熔带焊接方法是利用镶嵌在连接处面的电热原件通电后产生的高温连接方法,是刚性连接。
电热熔带焊接结构它是采用一条内壁镶嵌有电阻丝的聚电容带、紧贴在两边连接端的外表面(覆盖连两厘米以上),再用耐热带紧固;同时在借口处管端内壁用可拆卸的工具支撑牢固后,在用点热熔焊机给电阻丝供电,电阻丝熔融形成压力,界面两边的聚互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
极高。
三,热缩管(带)连接
热收缩管(带)连接由纤维增强聚乙烯热收缩带作为内层,热收缩管用作外层。热收缩管的内表面涂有热熔粘合剂,加热后,相邻的管端紧密连接。箍的连接方法是集成的。
热缩管接头一般用于钢带增强聚乙烯螺旋波纹管,直径小于1200毫米(超过1200毫米或以上只能与纤维增强聚乙烯热收缩带缠绕在一起,外面有两层外层两加钳)。连接时,必须根据热缩管(皮带)的技术要求进行操作。首先,应清洁接头处管道的外壁,对管道表面进行处理,然后将热缩套管放置在两根待连接管道的两端,然后加热。可热收缩管(带)的内壁粘合到管的外壁上,并且在冷却后,形成恒定的覆盖力以满足管连接要求。使用热缩连接时,将要连接的管的末端对齐,留下尽可能小的间隙。加热热缩套管时,注意火焰温度。它可以从热缩套管的中间逐渐加热到两侧,或者从一端逐渐加热到另一端。应该完全除去热缩管和管子之间的气体,使其和管子一起。全部粘合在一起,热熔粘合剂应从热收缩端口沉淀出来。
热收缩管(带)的施工环境温度一般应为-20~60℃。如果环境温度低于0°C,应采取绝缘;必须根据热缩管的工艺要求进行连接。一端逐渐加热到另一端)如下:
一,热熔挤出焊接
1.热熔挤压焊接结构:
热熔挤出焊接是一种特殊的热风挤出焊接工具。通过连接两端来加热管道,焊炬挤出熔融的聚乙烯材料,并且将接头两端的聚乙烯材料熔合并集成为一体。连接。挤压焊接基于分子热运动的基本原理,通过挤出炬加热PE电极(使电极从固体到粘性流体)和挤出。同时,配备有焊枪的热风枪加热待焊接的PE管的待焊接表面,并且接头两端的PE材料通过外力相互结合,使得实现了相互扩散和交织,并且管道连接在一起。为了达到焊接的效果。
2.热熔挤压焊接的施工要点:
2.1。在焊接之前,检查待焊接管道的两端是否切割平整(如果端面不平整,则应进行修复)。控制管槽中间焊接表面,将两根焊管调整到同一轴线(尽可能使管道断开);在界面处留下1-3mm的间隙以便于焊接(但 间隙)一般不超过5mm)。如果不满足要求,则应使用工具对工具进行部分修整。修剪工作可以从管道外部或管道内部进行(φ800以上的管道)。焊接区域必须清洁干燥。不得有灰尘或其他杂质;焊接区域的内外表面应打磨,以去除氧化表面。
2.2。用于焊接的焊条一般应由管材生产厂提供。它需要与用于生产管材料的聚乙烯材料或与管材料相容的材料电极相同。横截面要求是圆形的,焊条的厚度是一致的并且符合所选择的焊炬。焊接性能要求。该电极也必须清洁,干燥,无任何污渍。
2.3,必须强调使用良好的挤压焊机和热风安装。焊接过程中的热空气安装必须在焊接管的接缝端预热聚乙烯,以使挤出的熔融聚乙烯与管道成为一体。所有焊接部分必须满,并且必须没有焊缝和断裂。
2.4。对于管径大于800 mm的管道,通常需要进行内部和外部双面焊接。
2.5,根据环境条件设定熔体和热风温度;在熔体上保持一定的焊接压力;有相应的缓慢冷却时间。
总之,所有焊接程序和操作要求应符合管道制造商提供的焊接程序和操作要求。
选购采购钢带增强螺旋波纹管必看-厂家直销来那曲市嘉黎县找腾达塑胶制品(那曲市嘉黎县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【17768165506】,地址:[昝岗镇工业区]。










